Löttisch Breite 1300mm single mit Förderband
Kontaktieren Sie uns
Von Anfang bis Ende der Modulfertigung bieten wir Ihnen Arbeitsstationen, die den Arbeitsablauf strukturieren. Mit individuell angepassten Lösungen für Ihre Bedürfnisse gestalten wir den Fertigungsprozess. Eine komplexe Anzahl an Möglichkeiten führt Sie einfach zum Ziel.
Manuelle oder automatische Übernahme von Gläsern und Laminaten und gerahmten Modulen. Im Unterbau des Löttisches befinden sich zwei Spiegel sowie eine Arbeitsplatzleuchte, um den Werkern einen Blick auf die Unterseite des Moduls zu ermöglichen. Als zweiter Schritt können an diesem Tisch die zweite EVA und die Tedlarfolie manuell aufgelegt werden.
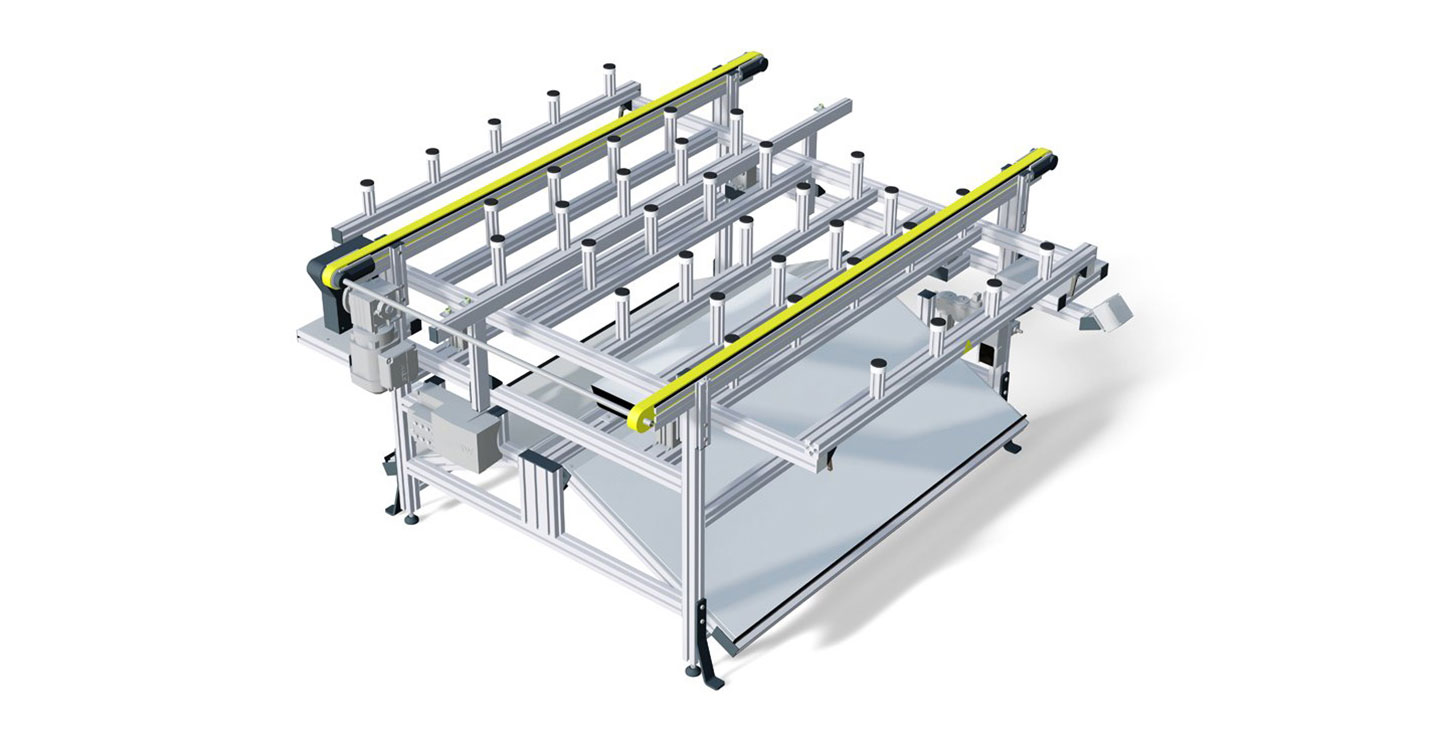
Löttisch Breite 1300mm single mit Förderband
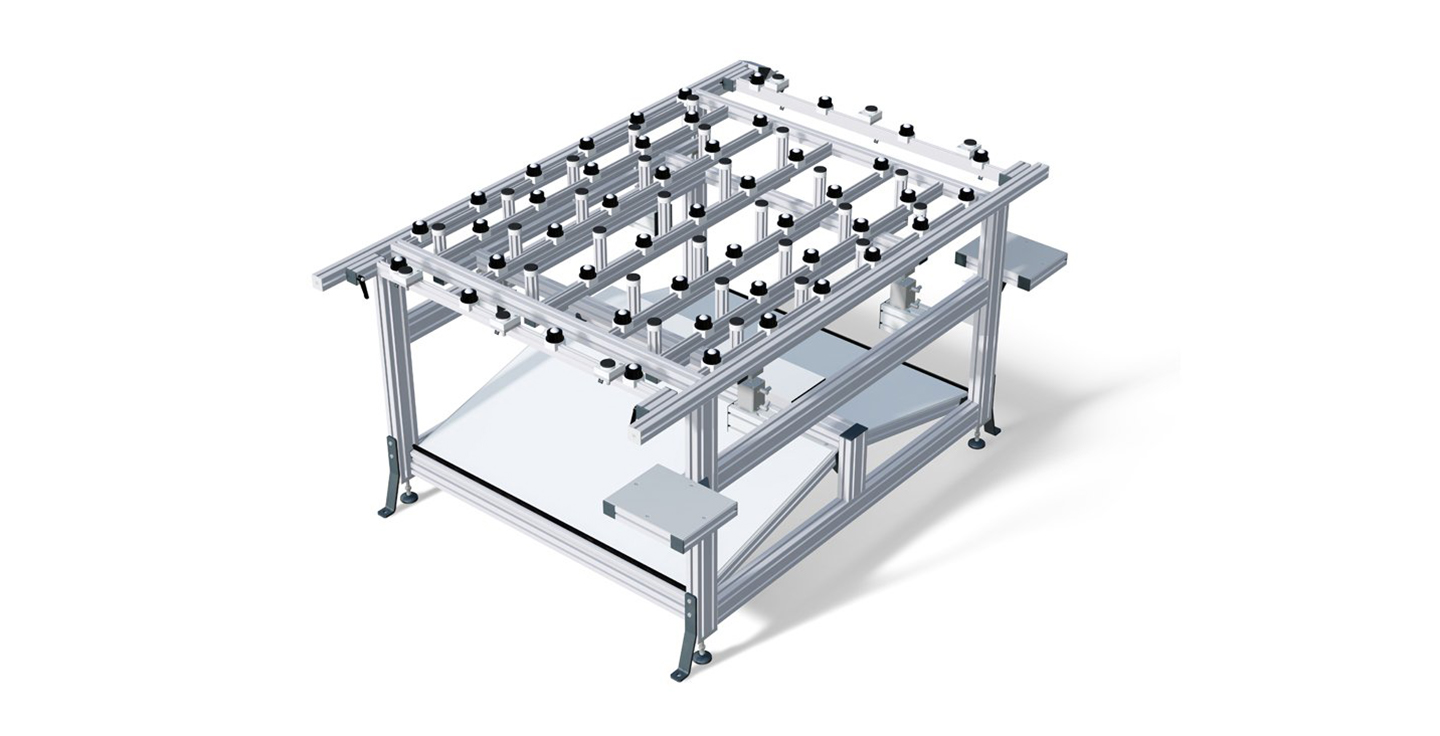
Löttisch Breite 1300mm
Bearbeiten der Laminatkanten. Übernahme des Moduls über Kugelrollen oder einen automatischen Zahnriemenförderer. Modul wird mittels Vakuumsauger fixiert. Jetzt kann das Laminat frei getrimmt werden. Die Arbeitshöhe für die Bearbeitung ist frei einstellbar. Nach der Bearbeitung wird das Modul wieder in Grundstellung gebracht und kann weiter befördert werden.

Trimmingstation mit Förderstrecke SEL

Trimmingstation mit Kugelrollen
Das Rohmodul wird automatisch auf den Zahnriemenförderer gefördert. Ist die Endposition erreicht, wird das Rohmodul mittels 2-Handtaster ausgehoben. Der Operator kann nach Abschluss der Bearbeitung das Rohmodul durch eine Freigabe (Zweihandsteuerung) absenken.

Tischdosenmontage 1300mm

Tischdosenmontage mit Förderstrecke LEL
Die Rahmungsstationen dienen der Rahmenmontage an das Modul. Das Modul wird entweder halbautomatisch (auf Kugelrollen) oder automatisch (auf einem Förderband) auf die Rahmungsstation befördert. Dort werden die Rahmenteile händig am Modul montiert. Je nach Auswahl der Rahmenteile (mit verschraubten Ecken; mit Eckverbindungswinkeln) kann die Station individuell angepasst werden. Ausgestattet mit Drehteller, Hubstation und Vakuumsaugern lässt sich das Modul einfach bewegen. Der Werker kann die Teile jetzt ohne großen Aufwand am Modul befestigen.
Rahmungsstation EVO4 Halbautomatisch
Rahmungsstation halbautomatisch mit Beladehandling und automatischem Modultransport
Das Rahmenprofil mit eingesteckten Eckwinkeln (Abmessungen inkl. Toleranzen vorab zu klären) wird in die Vorrichtung eingelegt. Über eine pneumatische Zweihand wird der Fügevorgang ausgelöst. Der Zylinder fährt solange nach vorn wie die Zweihand betätigt bleibt. Die Krafteinstellung erfolgt über einen eigenen Druckregler. Die Länge der Rahmenprofile wird über eine manuelle Klemmung vorgenommen (Längen 660 mm – 1100 mm, andere nach Absprache). Die pneumatische Zweihandsteuerung ist in einem Kunststoffgehäuse eingebaut. Die Anlage stellt mechanisch sicher, dass die Eckwinkel unabhängig von der Länge des eingelegten Rahmenprofils immer symmetrisch und auf das vorgegebene Maß eingedrückt werden.

Eckwinkelmontagevorrichtung
Übernahme der Scheibe über Rollen. Der Werker übernimmt das Modul und schiebt es etwa mittig auf den Hubtisch. Während das Modul ausgehoben ist, wird dieses über Vakuumsauger gehalten. Nachdem die obere Tischstellung erreicht wurde, kann das Modul gereinigt werden. Ist das Modul gereinigt, wird dieses wieder auf den Tisch abgelassen und kann zum nächsten Tisch geschoben werden. Tischstellung wird elektrisch überprüft.

Reinigungsstation
Die Module (max. Gewicht 175 kg) werden über eine Führung bewegt, die mit weißen, konischen POM-Rollen zur Mitte der Tunnelöffnung ausgerüstet ist. Die Höhenverstellung kann mit einem Handrad oder z.B. mit einem Akkuschrauber erfolgen (ca. 5-7 Nm zum Anheben der Anlage unter Last). Die Oberseite der gebrauchten Trapezgewindeschraube - TR18x4 (oberhalb des Handrades) ist mit einer sechseckigen Welle ausgestattet. Die Halteanlage ist mit einem zusätzlichen Halter für das obere Modulteil gebaut, um ein Kippen des Moduls zu vermeiden.

Modulhalter für Flashertunnel
Einlaufband Flasher: Übernahme des Moduls von vorhergehender Station, Bereitstellung für Flasherstrecke. Mittelband Flasher: Übernahme des Moduls von vorhergehender Station, Bereitstellung für Flasher. Die Laminate werden immer mit fester Bezugsposition nach vorn in den Flasher transportiert. Die Ausrichtung erfolgt auf dem Einlaufband. Die Position des Laminats (in Förderrichtung) für die Leistungsprüfung ist immer mittig im Flasher. Da auch Module mit Rahmen geprüft werden müssen, erfolgt die Positionierung vom Rand ausgehend. Beim Einfahren des Moduls wird die Modulkante über einen Sensor erfasst. Danach wird das Modul um einen einstellbaren Weg auf dem Band weiter transportiert. Wenn das Modul positioniert ist, müssen die Anschlusskabel durch den Bediener in der Anschlussbox des Messrechners eingesteckt werden. Eine Automatische Kontaktierung ist bei entsprechender Dose möglich. Auslaufband Flasher: Bereitstellung des Moduls für die Entnahme vom Backend. Flashertower: Bestehend aus seiner MiniTec Aluminiumprofilkonstruktion mit Spanplatten, die in die Nuten eingelassen sind. Das Innere des Turmes ist matt schwarz gehalten jeweils gemäß den speziellen Anforderungen der jeweiligen Messsystemhersteller. Ebenso sind die Blenden im Inneren des Turms gemäß den Messsystemherstellervorgaben gefertigt. Der obere Teil des Turmes ist zu Wartungszwecken begehbar.

Flashertunnel mit Transportstrecke und pneumatischem Anschlag 0 Grad
Drehbarer Rahmen mit mehreren Röllchenleisten (Drehwinkel ± 90° von der Ausgangslage) inkl. Fixierung in den 3 vorgegeben Positionen (Einlaufposition, Kontrolle Vorderseite, Übergabeposition). Verstellbare Anschlagleiste für die unterschiedlichen Modullängen, Fixierung der Module im Drehrahmen über 2 Schwenkspanner in den Eckpositionen des Modulrahmens. Einer der Spanner ist fest montiert, der andere an der verstellbaren Anschlagleiste. Führungsröllchen auf der Ausgabeseite mit Zylinderunterstützung, damit die Module beim herausschieben nicht an den Röllchen für den quer liegenden Einlauf hängen bleiben.

Aufrichtstation/Reinigungsstation
Einfördern der Scheiben, Laminate oder Module mittels Zahnriemenförderer. Anheben und Präsentation zur Visual Inspection und Reinigung in 2 Stellungen (hoch und tief). Sehr gute, ergonomische Zugänglichkeit. Um die tiefe, ergonomische Präsentation zu ermöglichen, senkt sich der komplette Förderer ab. Inkl. Zahnriemenförder und Schutzumhausung mit Zugangsbereich abgesichert über Lichtschranke.

Arbeitsplatz Visual Inspection inline für automatischen Modultransport

Arbeitsplatz Visual Inspection mit Kugeltisch inline für manuellen Modultransport

Arbeitsplatz Visual Inspection mit Kugeltisch inline für manuellen Modultransport
Dient der automatischen Einlagerung von Scheiben. Insgesamt 20 Scheiben können im Speicher aufbewahrt werden. Auch das Ausfördern der Scheiben erfolgt automatisch.

Glasspeicher FIFO 20 Plätze LEL

Glasspeicher LIFO 20 Plätze LEL