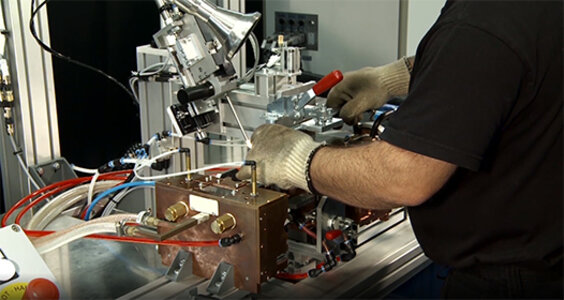
Arbeitsplatz zum Schutzgaslöten von Hartmetallbohrern mit einem Vollhartmetallkopf
Kontaktieren Sie uns

Effiziente Schweiß- und Löttechnik spielt in der industriellen Produktion eine wichtige Rolle. MiniTec entwickelt maßgeschneiderte Arbeitsplätze zum flussmittelfreien Hartlöten unter Schutzgas.
Mit exzellentem Know-how, erworben durch die Übernahme des Berliner Spezialisten W&P Wolf & Partner GmbH, bieten wir unseren Kunden überzeugende Lösungen an, die häufig über dem Stand der allgemein bekannten Technik liegen. Die Kenntnisse im flussmittelfreien Löten und Schweißen bilden zusammen mit unserer Erfahrung im Maschinen- und Anlagenbau und der Automation die ideale Basis für effiziente Lötanlagen in vielen Bereichen der Industrie.
MiniTec bietet Ihnen alles aus einer Hand: Unser Leistungsspektrum reicht von der Problemanalyse über die anwendungstechnische Beratung inklusive löttechnischer Versuchsreihen, die Entwicklung verschiedener Lösungsvorschläge, die Projektierung mit eigener Softwareentwicklung, die Konstruktion und Fertigung bis hin zur Montage und Inbetriebnahme der Sondermaschinen – einschließlich Schulung und After-Sales-Service.

Arbeitsplatz zum Schutzgaslöten von Hartmetallbohrern mit einem Vollhartmetallkopf

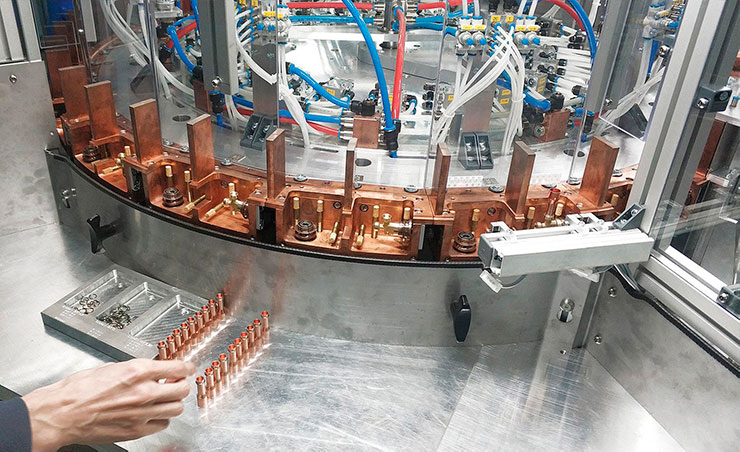
Beispielhafte Auswahl verschiedener Lötbaugruppen

Arbeitsplatz zum Löten von Ronden aus Stahl an Kochtöpfe aus Stahl
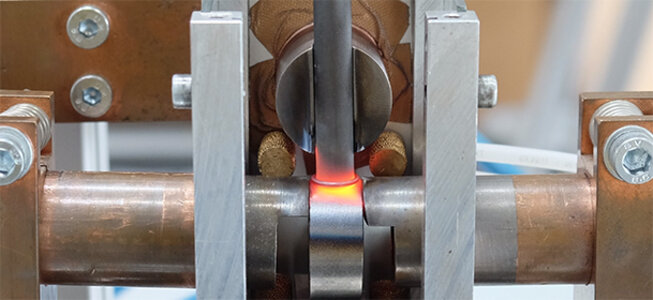
Arbeitsplatz zum gleichzeitigen Schutzgaslöten von zwei Ventilkörpern aus Messing mit Rohren aus Kupfer
Mit der neuen Fügetechnologie, dem flussmittelfreien Löten und Schweißen, steht eine Löttechnologie zur Verfügung, die insbesondere dort anwendbar ist, wo Bauteile kleiner Abmessungen eingesetzt werden. Als Erwärmungsverfahren dienen stets die direkte elektrische Widerstandserwärmung oder die Induktionserwärmung. Mit den Sonderlöt- bzw. Schweißeinrichtungen können Bauteile aus Stahl, Cr/Ni-Stahl, Kupfer, Messing oder Hartmetall artgleich oder in Kombination unter Schutzgas flussmittelfrei gelötet oder diffusionsgeschweißt werden.
Anwendungsbereiche: In Automatisierungs- und Hydraulikanlagen, im Kompressorenbau, in Heizungs- und Sanitärtechnik oder in der Automobilindustrie.
Mit der neuen Löttechnologie - dem Tunnellöten mit lokaler Erwärmung - wurde ein Verfahren entwickelt, das die Vorzüge der lokalen Erwärmung mit denen des Durchlaufofens verbindet. Um dies zu gewährleisten, werden die Baugruppen induktiv oder mit Widerstandserwärmung erwärmt und durch einen Schutzgastunnel getaktet. Für den Erfolg des Verfahrens ist die Länge des Schutzgastunnels entscheidend. Dieser bietet dem Bauteil unter Schutzgas genügend Abkühlzeit, um nach Verlassen des Tunnels an der Bauteiloberfläche nicht mehr anzulaufen. Die auf diesem Weg hergestellten Verbindungen sind blank, fest und dicht und erfüllen alle Qualitätskriterien, die an eine gute Lötnaht gestellt werden.
Vorteile: Entscheidende Vorteile des Tunnellötens gegenüber dem Ofenlöten sind in der besseren Automatisierbarkeit des Herstellungsprozesses und in den geringeren Betriebskosten zu sehen.
Anwendungsbereiche: Erfolgreich eingesetzt wird das Tunnellöten in der Zulieferindustrie, der Automobilbranche sowie in der Heizungs- und Sanitärtechnik.