Contact us
- Products
- Solutions
- Service
- Company
In order to improve both the cycle time and the process quality for the assembly of membrane caps, ProMinent has successfully automated the process with a MiniTec system.
The ProMinent Group, headquartered in Heidelberg, offers solutions in the fields of dosing technology, water treatment and disinfection as well as measurement and control technology. Within measurement and control technology, ProMinent sees itself as an innovator and world market leader in the field of membrane-covered amperometric sensors, and its products are renowned for their reliability and quality. They can be used to measure the content of disinfectants such as chlorine, chlorine dioxide or ozone in water, which are used in drinking water, cooling towers or pools, for example.
The membrane covering of the sensors is realized by screw-on caps with attached membranes. These caps used to be manufactured in several manual steps, which was very time-consuming. Here, ProMinent aimed to improve the process through automation. The aim was to significantly reduce cycle times and improve process quality at the same time.
After contacting various suppliers, the decision was finally made in favor of MiniTec as a project partner - not least due to the many years of positive experience with their products and solutions. For some time now, the profile construction kit has been used in the company's own equipment construction department, which uses it to implement assembly lines, workstations and constructions of all kinds for the main plant as well as the international branches.

Fitting the membrane cap.
ProMinent had described the basic membrane cap assembly process in a specification sheet and also defined what was required for the future. One specification related to the weight of the system due to the limited ceiling load. The space was also limited. MiniTec therefore changed the concept from the original idea of a line to a compact rotary indexing table, which could be accommodated on a square footprint.
The individual stations and their sequence were based on the specifications - supplemented by various optical checks by camera, which were previously carried out visually, such as whether the gauze was inserted correctly or the membrane was positioned correctly. When it came to the technical implementation, including the selection of the individual components - camera types, etc. - Prominent relied fully on the expertise of its project partner, says Michael Hardung, Project Manager Global Industrial Engineering: "MiniTec supplied a complete solution from a single source, including automation and control."
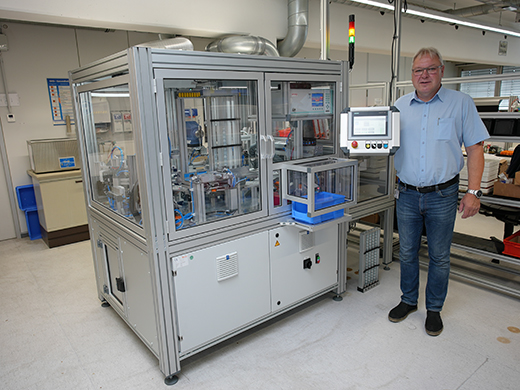
For project manager Michael Hardung, the system offers important advantages.
After various rounds of coordination, the plant was gradually realized and finally put into operation in January 2023. The processes in it are highly automated. The membrane caps are stored in a magazine in the machine. They are then separated on the rotary indexing table.
Now a color marking is applied - for visual differentiation, because there are two different types. At the next station, a milling cutter is installed to remove an injection radius in the cap. The gauze, punched out to a diameter of 7 mm, is later inserted at this point.
Now the gauze (supplied on wide strips of paper) is punched out, removed with a suction gripper and placed in the component. A camera then checks whether it is positioned correctly and whether the color marking has been applied. Next comes the application of the adhesive. For this, it is necessary to evenly wet a felt stamp.
Constant wetting is important in order to ensure that the membrane is correctly bonded in the subsequent step. The gamma/X solenoid diaphragm metering pump was chosen for this - naturally a metering pump from ProMinent, which perfectly meets the required accuracy and reproducibility.
The diaphragm is also punched out at the same point (also arriving on wide paper strips). This is then applied and pressed onto the cap with a defined force so that the materials bond. After these processes, a camera system uses an image comparison sensor to check again that everything is in place.
In the next step, differential air volume measurement is used to check whether the membrane is properly bonded or whether there is still a leakage point where air is escaping. If everything is correct, a protective cap is pressed on by the handling system and the assembled unit is placed in the good container.
After commissioning the system, some "fine-tuning" was initially required. This was due, for example, to the different climatic conditions (air movement, temperature) at the final location at ProMinent compared to MiniTec's assembly hall.
In the meantime, several hundred membrane caps have already been fitted with the machine, with noticeable improvements, says Hardung: "The reduction in cycle time is already very clear - what previously took around 5 minutes in the manual process has now been reduced to 45 seconds. This brings us many advantages. We get a higher output and can therefore generate a higher turnover, i.e. sell more sensors. And that's where the machine really helps! The system also creates more capacity for our employees, allowing them to carry out other activities."

So simple, yet so sophisticated: The gauze is placed on the membrane cap, then the actual membrane on top.
There has also been a qualitative improvement, according to the project manager: "The reject rate used to be 6-8 percent. By integrating the pressure difference measurement into the system, we now have a significant improvement in quality."
The entire course of the project was absolutely positive for Hardung: "We were in close contact with MiniTec right from the start - both by phone and on site. All in all, we were very, very satisfied with the cooperation. This also applies to the after-sales area."
Do you need a suitable solution or an approach for your project? Then please contact us!