Contact us
- Products
- Solutions
- Service
- Company
For its load cells in the heavy-duty range, Wipotec required an automated testing system consisting of a climatic chamber and a feeding and handling system. An extremely demanding project, successfully realized with MiniTec.
Wipotec is a leading global supplier of intelligent weighing and inspection technology. At its headquarters in Kaiserslautern, the company develops and produces a broad portfolio of checkweighers, X-ray machines, track & trace products and innovative systems for the mail & logistics industry. Precision naturally plays a major role in the field of weighing technology. Wipotec scales must always display the exact correct weight, even under varying conditions.
This applies in particular to temperature fluctuations: No matter whether it is hot in summer or frosty, the measured value must always be the same. To ensure this, Wipotec goes to great lengths: each load cell - which is the technical core of the scales - has to enter a climate chamber at the end of assembly, where it is subjected to a cycle with different temperatures between 0 and 40 degrees. If there are deviations from the target weight, appropriate correction factors are stored until everything fits.
A particularly fast-growing product line at Wipotec is that of heavy-duty scales. These can be loaded with up to 150 kg and are used in particular in the logistics industry for shipping parcels. However, cement plants, for example, where heavy bags are filled, are also among the customers. In order to meet the increasing demand and at the same time optimize internal processes, the testing of these products was to be relocated to the same hall where their assembly also takes place. For this purpose, Wipotec planned a new testing facility consisting of a generously dimensioned climatic chamber and a feeding and handling system for conveying the load cells in and out.

Linear system in the ceiling area for handling the weight chains in the chamber.
MiniTec was brought on board as a partner for the project at a very early stage. The two companies have been working together for many years. For some time now, Wipotec has been using the MiniTec profile construction kit for its own production equipment - including specially designed kits for workstations. In addition, steel shafts from MiniTec linear technology are used for scales. But one or the other project in plant engineering has also already been realized with MiniTec. The previous climatic chamber had a disadvantage: Only all load cells to be tested could be moved in at once, subjected to the temperature cycle and then moved out again together after all units had been tested.
This process took two days, which made it rather inflexible. For example, if one load cell had already been finished for a long time, one had to wait for the others, even though their space could already have been used for a new workpiece. Conversely, it was also not always possible to handle rush orders in a timely manner. If the chamber was loaded on Monday morning, it was not ready until Wednesday. If a load cell was then urgently needed on Monday afternoon, it could only go into measurement on Wednesday and come out again on Friday. And then it was not available until Monday of the following week. Here, Wipotec wanted much more flexibility and faster throughput times for the new climatic chamber.

Tobias Stellwagen is enthusiastic about the advantages of the new plant.
In order to master the complex challenges, close cooperation with a clear division of tasks between the project partners was necessary. Tobias Stellwagen, Research & Development at Wipotec, recalls: "The whole thing was set up as a large project. The building blocks of the entire plant, i.e. the climatic chamber as well as the feeding and handling system, were designed jointly. We defined the climatic chamber we needed - in other words, the size and the resulting space requirements.
We also took care of the workpiece carriers and the weight chains. MiniTec provided the conveyor technology as well as the linear axis, which moves the weight chain to the appropriate position within the climatic chamber." In order to be more flexible in the future when conveying in and out, a shuttle concept was developed. This allows each load cell to be handled individually, independently of the others. In the first approaches, the load cells could only have been placed on one side. This would have made the climate chamber much longer. For this reason, the company followed the suggestion of MiniTec project manager Peter Müller. He suggested a shuttle solution with a fork arm, where the workpieces can be deposited on the right and left. The advantage for Wipotec was a much more compact climatic chamber.
The new plant is located directly at the end of the production line. After assembly, the corresponding load cell is placed on a workpiece carrier on a roller conveyor (RMS = roller assembly system) and registered at the climatic chamber. If a space is available there, the workpiece carrier (WST) travels autonomously to the entrance. Here it is picked up by the shuttle, transported into the climatic chamber and subjected to the climatic cycle. Once the measurement is complete and everything is in order, the shuttle automatically drives back in, picks up the finished load cell and discharges it on the other side of the RMS. A worker removes it here and prepares it for shipment. Stellwagen says that the company has also taken precautions for problem cases: "We have installed a kind of bypass, a small runout. If we ever discover a problem somewhere, we can easily remove the affected product."
There are twelve measuring stations for workpiece carriers in the climatic chamber. And just as many are always outside on the RMS. So whenever a WST comes out, a new one can be moved back in. Different numbers of load cells can be placed on the WST, says Stellwagen: "We have three different sizes. We can either put four of our smallest units on the WST, two medium ones or one large one. And also all combinations in between. So we can also run a mixed configuration, so we're very flexible there." To make this possible, the WSTs have been given some intelligence. There is a contact in the middle. Once the carrier is set down, all units are energized via it.
Each has a specific position on the WST and, accordingly, an address. The number of the WST and the address clearly indicate which load cell is which. This is also visually displayed to the worker when the WST comes out later, says Stellwagen: "Either they are all green, and he can remove them and make them ready for shipment, or one is red, which then makes an extra round and is fed in again."
In the climatic chamber, test weights are automatically applied to weight chains, varying between 10 and 110 kg - depending on the measuring range of the load cells. Depending on how far down the weight chain travels, 10, 20 or more kg are then applied.

Inlet (right) and outlet (left) of the load cells - in the background the climatic chamber with considerable dimensions.
The weight chains are suspended from linear axes (Z axes) so that they can be moved within the chamber. The respective weight is then compensated with the climate factors. The measuring cycle has been extended for the new system, it now ranges from 0-40 degrees (previously 5-40 degrees). The reason for this is that lower temperatures are also playing an increasingly important role in heavy-duty scales, for example in the hygiene sector.
The temperature cycle in the chamber runs in such a way that, starting from room temperature, it is heated up to 40 degrees, then cooled down again until you end up at room temperature again. During this process, the samples are always weighed and compared. If, for example, it is determined that the weight at 40 degrees is not 10 kg, correction factors are automatically calculated and stored as a matrix. Stellwagen explains: "Temperature compensation in our load cells is so important because we always have a mix of materials.
This is a mechatronic system. It consists of different metals that are installed (aluminum, stainless steel, brass). We have screwed-on electronic components inside. Through the temperature gradients, the system naturally "works," and that can cause the weight value to be different at 20 degrees than at 40 degrees. We want to prevent that." The system is controlled via a "master brain," a control software developed by Wipotec for the entire testing processes. For this, interfaces were defined both to the climatic chamber and to the conveyor system, both of which are closed systems.
In order to ensure work safety, a light grid was installed, which automatically shuts down the system when crossed. It was discovered that this would have required a safety distance of over 2.5 m. The reason for this was that the heavy workpieces took up to a second to come to a stop. The reason was that the heavy workpieces took up to a second to come to a stop. Therefore, a second light curtain was installed, reducing the safety distance to 1.2 meters. "This suits us for space reasons. But so that we know that no one is standing inside this light grid, we also additionally monitor the floor with a floor scanner. Only when the scanner says that the floor is clear does the system start up again automatically," explains Positioner trolley.
The new system already showed noticeable advantages during the test and introduction phase, according to Positioner trolley: "The background to this was also the goal of increasing capacity. With the new climatic chamber, we can push through 30 percent more load cells per week. And handling is also much better. As mentioned, with the existing system we loaded and also unloaded our climatic chamber three times a week.
Today, we are much more flexible, because we can load and unload each load cell or each workpiece carrier separately." Positioner trolley also rates the course of the project very positively: "The cooperation was very cooperative and satisfactory.

Heavy Metal: An RMS conveyor system from MiniTec is used to transport the heavy-duty load cells.
That's why we already have a follow-up project in mind. This involves a further handling system that automatically places the preload plates on the load cells before they are fed into the climate chamber. It also automatically removes them when they are discharged and parks them somewhere on a stack. That again reduces the number and improves the efficiency that we don't have so many preload plates and are also variable."

In the climatic chamber, there are six measuring stations each on the left and right - the weight chains are clearly visible in the rear area.

Linear system in the ceiling area for handling the weight chains in the chamber.

The shuttle before entering the climate chamber.

Inlet (right) and outlet (left) of the load cells - in the background the climatic chamber with considerable dimensions.

The load cells are installed in such heavy-duty scales from Wipotec.

Heavy Metal: An RMS conveyor system from MiniTec is used to transport the heavy-duty load cells.

Tobias Stellwagen is enthusiastic about the advantages of the new plant.
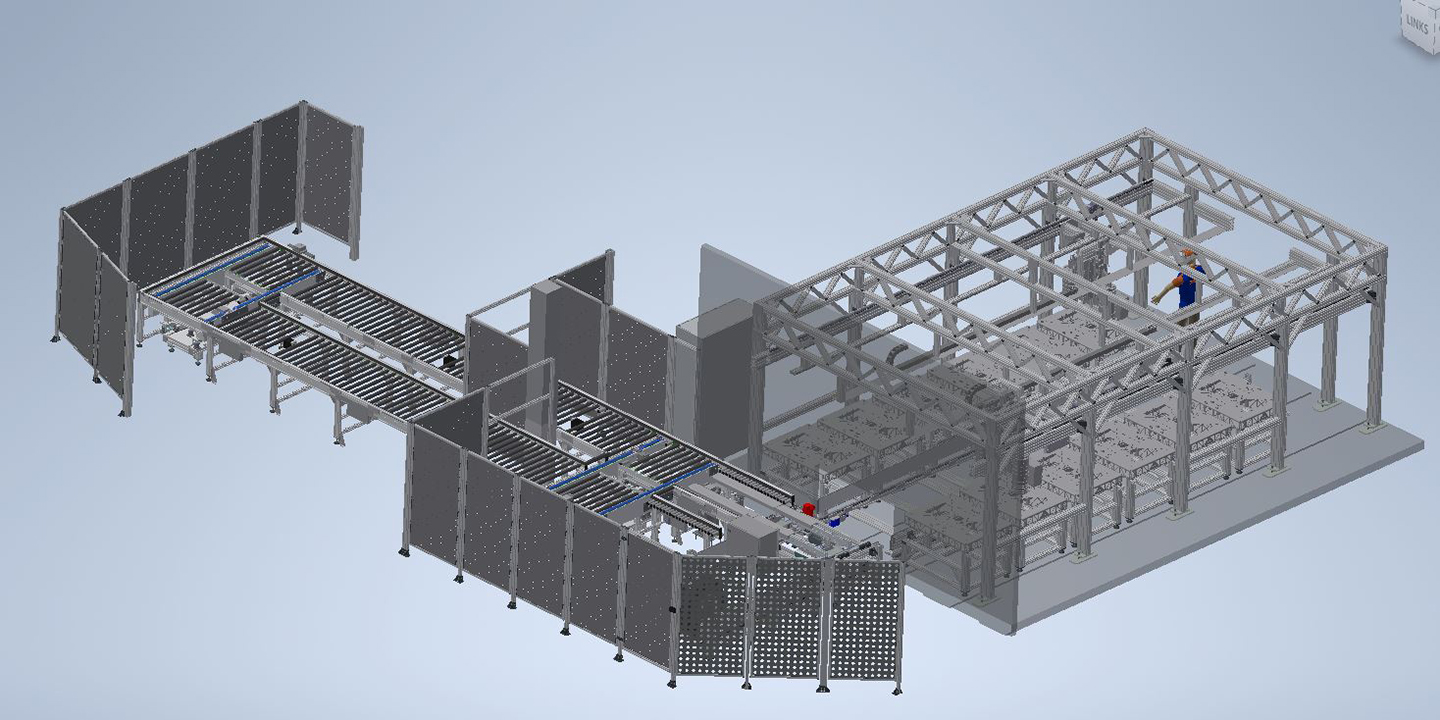
An overview of the system.
You need a corresponding solution or a solution approach for your project? Then please feel free to contact us!