Contact us
- Products
- Solutions
- Service
- Company
Fluxless soldering of carbide-steel joints has many advantages. This is particularly evident in the production of carbide drills.
The development of semi-automatic and fully automatic workstations for gas-shielded brazing with localized heating continues to gather pace at MiniTec. The flux-free process offers important advantages for many branches of industry, for example for manufacturers of carbide drills.
Process description
The principle of inert gas brazing with localized heating can be explained as follows: The components to be brazed are brought to brazing temperature in an inert gas chamber by resistance or induction heating under argon 4.6, nitrogen 4.6 or forming gas with 5% hydrogen. If solder is deposited near a gap, it is melted and flows into the soldering gap by capillary action. This distinguishes soldering with localized heating from oven soldering. While furnace brazing requires an extremely dry and pure shielding gas to produce high-quality joints on Cr-Ni steels, a shielding gas with 100 vpm impurities can also be used for localized heating. With such a shielding gas, Cr-Ni steels with solders made of copper, copper-silver, copper-silver-zinc, copper-manganese-cobalt, copper-manganese-nickel, copper-nickel, silver-manganese, nickel-chromium and iron-nickel-chromium.
Diffusion brazing of carbide-steel joints
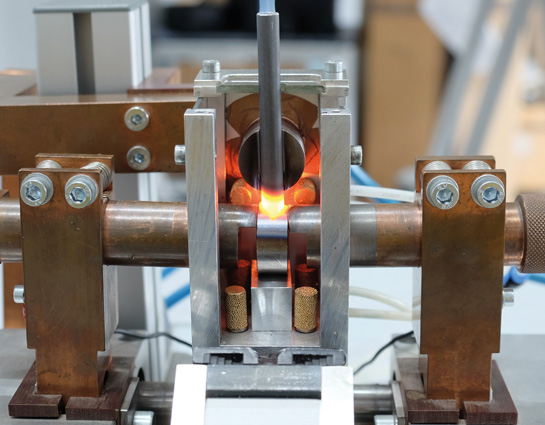
Diffusion brazing of carbide-steel joints is an innovative joining technology with resistance heating. This joining process is preferably used to produce carbide drills with a solid carbide head without the addition of a solder. The solder is created at soldering temperature through the interaction of the soldering partners via the formation of a eutectic. The picture below left shows a device for diffusion brazing carbide drills. With this machine, carbide drills with a diameter of 5 mm to 16 mm can be soldered to a high quality without the addition of solder.
Device for diffusion brazing of carbide drills.
Avoid under-carburization and over-carburization
Two phenomena must be taken into account when brazing carbide-steel joints. If the joint experiences an increase in carbon content (carburization) at the joining temperature, graphite will form in the joining zone and the joint will fail prematurely. If the carbon content is reduced (under-carburization), the dreaded n-phase occurs, which also leads to premature fracture of the joint under load. The diagram shows the effect of under- or over-carburization on the flexural strength. It can be clearly seen that the effect of under-carburization is more severe than that of over-carburization. The bending strength decreases more with under-carburization than with over-carburization. Suitable technological measures prevent the formation of graphite and the undesirable n-phase in the joining zone.
Process advantages
Gas-shielded brazing with localized heating has the following advantages over traditional flame brazing:
Summary
The presented flux-free inert gas brazing with localized heating is not only an effective joining process, but is also an environmentally friendly method for solving complicated joining tasks. In this way, effectiveness and environmental awareness can be combined in modern industrial production.
Do you need a suitable solution or an approach for your project? Then please contact us!